

1. Wprowadzenie
Lekkość w motoryzacji narodziła się w krajach rozwiniętych, a jej prekursorami byli początkowo tradycyjni giganci branży motoryzacyjnej. Dzięki ciągłemu rozwojowi, proces ten nabrał znacznego rozpędu. Od czasu, gdy Hindusi po raz pierwszy wykorzystali stop aluminium do produkcji wałów korbowych, aż do pierwszej masowej produkcji samochodów całkowicie aluminiowych przez Audi w 1999 roku, stop aluminium dynamicznie rozwijał się w zastosowaniach motoryzacyjnych ze względu na swoje zalety, takie jak niska gęstość, wysoka wytrzymałość właściwa i sztywność, dobra elastyczność i odporność na uderzenia, wysoka zdolność do recyklingu oraz wysoki wskaźnik regeneracji. Do 2015 roku udział stopu aluminium w zastosowaniach samochodowych przekroczył już 35%.
Proces odchudzania w chińskim przemyśle motoryzacyjnym rozpoczął się niecałe 10 lat temu, a zarówno pod względem technologii, jak i poziomu zastosowania pozostaje w tyle za krajami rozwiniętymi, takimi jak Niemcy, Stany Zjednoczone i Japonia. Jednak wraz z rozwojem pojazdów napędzanych nowymi źródłami energii, technologia odchudzania materiałów postępuje dynamicznie. Wykorzystując rosnącą popularność pojazdów napędzanych nowymi źródłami energii, chińska technologia odchudzania w przemyśle motoryzacyjnym wykazuje tendencję do doganiania krajów rozwiniętych.
Chiński rynek materiałów lekkich jest ogromny. Z jednej strony, w porównaniu z krajami rozwiniętymi, chińska technologia lekkiej konstrukcji rozpoczęła się późno, a całkowita masa własna pojazdu jest wyższa. Biorąc pod uwagę udział materiałów lekkich w rynku zagranicznym, Chiny wciąż mają duże możliwości rozwoju. Z drugiej strony, napędzany polityką, szybki rozwój chińskiego przemysłu pojazdów napędzanych nowymi źródłami energii zwiększy popyt na materiały lekkie i zachęci firmy motoryzacyjne do przejścia na lekkie konstrukcje.
Poprawa norm emisji spalin i zużycia paliwa wymusza przyspieszenie procesu odchudzania pojazdów. Chiny w pełni wdrożyły chińskie normy emisji spalin VI w 2020 roku. Zgodnie z dokumentem „Metoda oceny i wskaźniki zużycia paliwa w samochodach osobowych” oraz dokumentem „Mapa drogowa w zakresie oszczędzania energii i technologii pojazdów o nowych źródłach energii”, norma zużycia paliwa wynosi 5,0 l/km. Biorąc pod uwagę ograniczoną przestrzeń dla istotnych przełomów w technologii silników i redukcji emisji, wdrożenie rozwiązań mających na celu zmniejszenie masy podzespołów samochodowych może skutecznie zmniejszyć emisję spalin i zużycie paliwa. Odchudzanie pojazdów o nowych źródłach energii stało się kluczowym elementem rozwoju branży.
W 2016 roku Chińskie Towarzystwo Inżynierii Motoryzacyjnej opublikowało „Plan Drogowy Oszczędności Energii i Technologii Pojazdów o Nowych Zasobach Energetycznych”, w którym zaplanowano czynniki takie jak zużycie energii, zasięg i materiały produkcyjne dla pojazdów o nowych źródłach energii w latach 2020–2030. Lekkość będzie kluczowym kierunkiem przyszłego rozwoju pojazdów o nowych źródłach energii. Lekkość może zwiększyć zasięg i rozwiązać problem „obawy o zasięg” w pojazdach o nowych źródłach energii. Wraz ze wzrostem zapotrzebowania na większy zasięg, lekkość pojazdów staje się pilną potrzebą, a sprzedaż pojazdów o nowych źródłach energii znacznie wzrosła w ostatnich latach. Zgodnie z wymogami systemu punktacji i „Średnio- i Długoterminowym Planem Rozwoju Przemysłu Motoryzacyjnego” szacuje się, że do 2025 roku sprzedaż pojazdów o nowych źródłach energii w Chinach przekroczy 6 milionów sztuk, a skumulowana roczna stopa wzrostu przekroczy 38%.
2. Charakterystyka i zastosowania stopów aluminium
2.1 Charakterystyka stopu aluminium
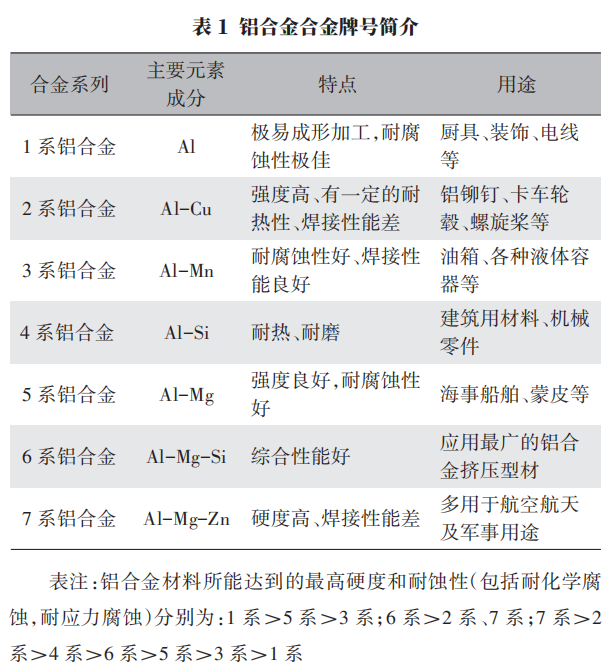
Gęstość aluminium stanowi jedną trzecią gęstości stali, co czyni je lżejszym. Stop ten charakteryzuje się wyższą wytrzymałością właściwą, dobrą zdolnością do wyciskania, wysoką odpornością na korozję i wysoką możliwością recyklingu. Stopy aluminium charakteryzują się przede wszystkim magnezem, dobrą odpornością na ciepło, dobrymi właściwościami spawalniczymi, dobrą wytrzymałością zmęczeniową, brakiem możliwości wzmocnienia poprzez obróbkę cieplną i możliwością zwiększenia wytrzymałości poprzez obróbkę plastyczną na zimno. Stopy serii 6 charakteryzują się przede wszystkim magnezem i krzemem, przy czym główną fazą wzmacniającą jest Mg2Si. Najpowszechniej stosowanymi stopami w tej kategorii są 6063, 6061 i 6005A. Blacha aluminiowa 5052 to blacha aluminiowa serii AL-Mg, w której magnez jest głównym składnikiem stopowym. Jest to najszerzej stosowany stop aluminium odporny na rdzę. Stop ten charakteryzuje się wysoką wytrzymałością, wysoką wytrzymałością zmęczeniową, dobrą plastycznością i odpornością na korozję, nie nadaje się do wzmocnienia poprzez obróbkę cieplną, dobrą plastycznością w półtwardym utwardzaniu zgniotowym, niską plastycznością w utwardzaniu zgniotowym na zimno, dobrą odpornością na korozję i dobrymi właściwościami spawalniczymi. Jest on stosowany głównie do produkcji elementów takich jak panele boczne, pokrywy dachowe i panele drzwiowe. Stop aluminium 6063 to wzmacniany cieplnie stop z serii AL-Mg-Si, którego głównymi składnikami stopowymi są magnez i krzem. Jest to wzmacniany cieplnie profil aluminiowy o średniej wytrzymałości, stosowany głównie w elementach konstrukcyjnych, takich jak kolumny i panele boczne, w celu zwiększenia wytrzymałości. Wprowadzenie do gatunków stopów aluminium przedstawiono w tabeli 1.
2.2 Ekstruzja jest ważną metodą formowania stopów aluminium
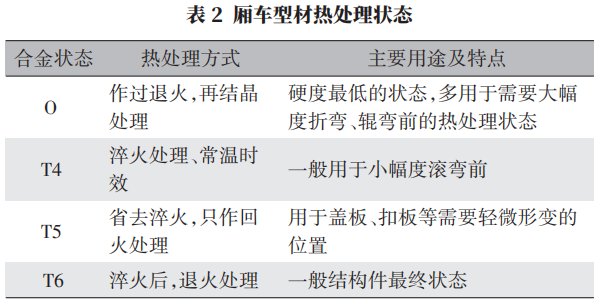
Wyciskanie stopów aluminium to metoda formowania na gorąco, a cały proces produkcyjny obejmuje formowanie stopu aluminium pod trójstronnym naprężeniem ściskającym. Cały proces produkcyjny można opisać następująco: a. Aluminium i inne stopy są topione i odlewane w wymagane wlewki ze stopu aluminium; b. Podgrzane wlewki są umieszczane w urządzeniu do wytłaczania. Pod działaniem głównego cylindra wlewka ze stopu aluminium jest formowana w wymagane profile przez wnękę formy; c. W celu poprawy właściwości mechanicznych profili aluminiowych, podczas lub po wytłaczaniu przeprowadza się obróbkę przesycającą, a następnie starzenie. Właściwości mechaniczne po starzeniu różnią się w zależności od materiałów i warunków starzenia. Stan obróbki cieplnej profili do samochodów ciężarowych typu skrzyniowego przedstawiono w tabeli 2.
Wyroby wytłaczane ze stopów aluminium mają szereg zalet w porównaniu z innymi metodami formowania:
a. Podczas wytłaczania, wyciskany metal uzyskuje silniejsze i bardziej równomierne trójstronne naprężenie ściskające w strefie odkształcenia niż w przypadku walcowania i kucia, dzięki czemu może w pełni wykorzystać plastyczność obrabianego metalu. Może być stosowany do obróbki metali trudno odkształcalnych, których nie można obrabiać metodą walcowania lub kucia, a także do produkcji różnorodnych złożonych elementów o przekroju pustym lub pełnym.
b. Ponieważ geometria profili aluminiowych może być zmienna, ich elementy charakteryzują się dużą sztywnością, co może poprawić sztywność nadwozia pojazdu, zmniejszyć jego charakterystykę NVH i poprawić właściwości dynamiczne pojazdu.
c. Produkty poddane wydajnemu wytłaczaniu po hartowaniu i starzeniu charakteryzują się znacznie wyższą wytrzymałością wzdłużną (R, Raz) niż produkty przetworzone innymi metodami.
d. Powierzchnia produktów po wytłoczeniu charakteryzuje się dobrym kolorem i dobrą odpornością na korozję, co eliminuje potrzebę stosowania innych antykorozyjnych obróbek powierzchni.
e. Przetwarzanie metodą wytłaczania charakteryzuje się dużą elastycznością, niskimi kosztami narzędzi i form oraz niskimi kosztami zmian konstrukcyjnych.
f. Dzięki możliwości kontrolowania przekrojów profili aluminiowych można zwiększyć stopień integracji komponentów, zmniejszyć ich liczbę, a różne konstrukcje przekrojów umożliwiają precyzyjne pozycjonowanie spawania.
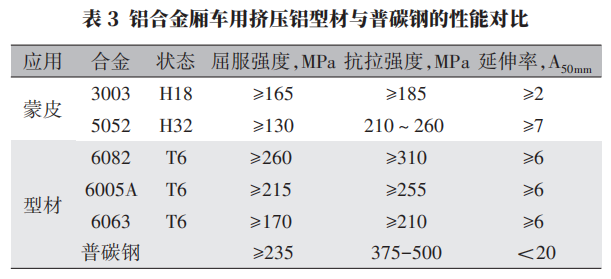
Porównanie wydajności profili aluminiowych wytłaczanych do samochodów ciężarowych typu skrzyniowego i zwykłej stali węglowej pokazano w tabeli 3.
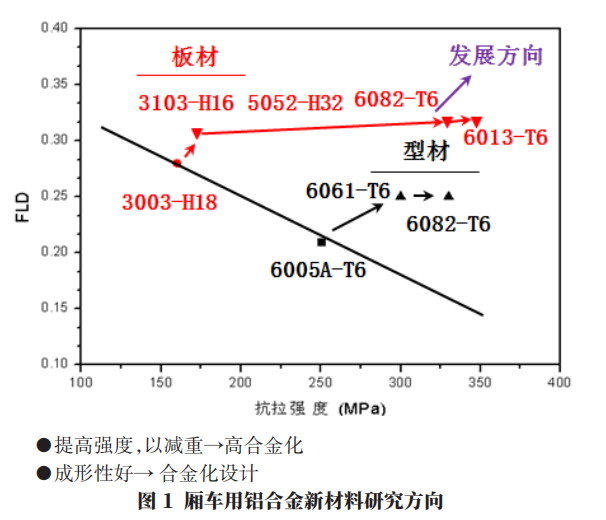
Kolejny kierunek rozwoju profili ze stopów aluminium do samochodów ciężarowych o konstrukcji skrzyniowej: dalsza poprawa wytrzymałości profili i wydajności wytłaczania. Kierunek badań nad nowymi materiałami do profili ze stopów aluminium do samochodów ciężarowych o konstrukcji skrzyniowej przedstawiono na rysunku 1.
3. Konstrukcja, analiza wytrzymałości i weryfikacja samochodu ciężarowego ze stopu aluminium
3.1 Konstrukcja samochodu ciężarowego ze stopu aluminium
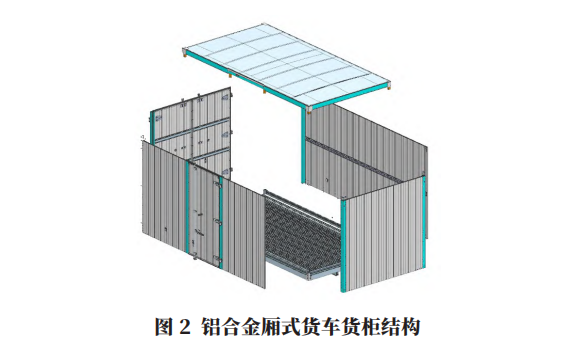
Kontener skrzyniowy składa się głównie z zespołu panelu przedniego, zespołu panelu bocznego lewego i prawego, zespołu panelu bocznego drzwi tylnych, zespołu podłogi, zespołu dachu, a także śrub w kształcie litery U, osłon bocznych, osłon tylnych, chlapaczy i innych akcesoriów połączonych z podwoziem drugiej klasy. Belki poprzeczne nadwozia skrzyniowego, słupki, belki boczne i panele drzwiowe wykonane są z wytłaczanych profili ze stopu aluminium, natomiast panele podłogi i dachu z płaskich płyt ze stopu aluminium 5052. Konstrukcję kontenera skrzyniowego ze stopu aluminium przedstawiono na rysunku 2.
Wykorzystanie procesu wytłaczania na gorąco stopu aluminium serii 6 pozwala na formowanie złożonych pustych przekrojów poprzecznych. Projektowanie profili aluminiowych o złożonych przekrojach pozwala oszczędzać materiały, spełniać wymagania dotyczące wytrzymałości i sztywności produktu oraz spełniać wymagania dotyczące wzajemnego połączenia różnych elementów. Dlatego konstrukcja belki głównej oraz momenty bezwładności przekroju I i momenty oporu W przedstawiono na rysunku 3.
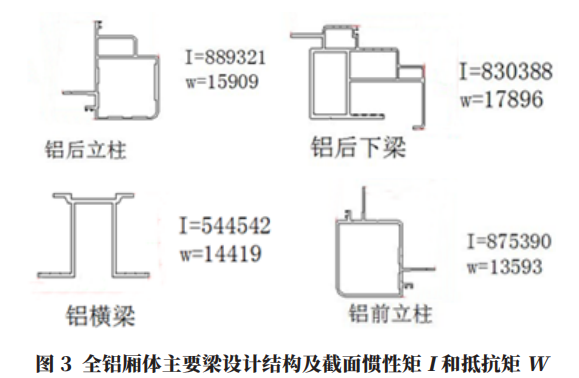
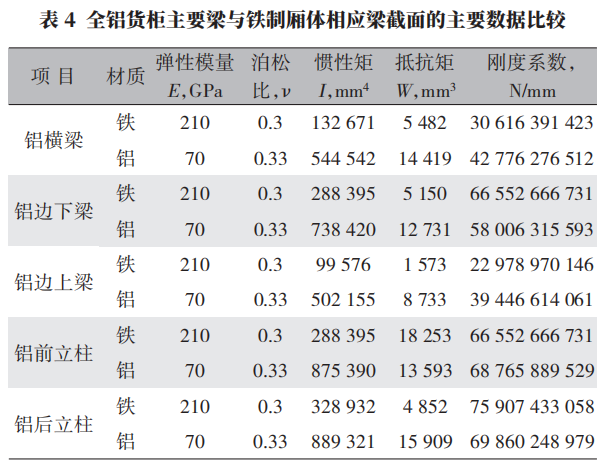
Porównanie głównych danych w tabeli 4 pokazuje, że momenty bezwładności przekroju i momenty oporu projektowanego profilu aluminiowego są lepsze niż odpowiadające im dane dla profilu belki żeliwnej. Dane dotyczące współczynnika sztywności są mniej więcej takie same jak dla odpowiadającego profilu belki żeliwnej i wszystkie spełniają wymagania dotyczące odkształceń.
3.2 Obliczanie maksymalnego naprężenia
Biorąc za obiekt kluczowy element nośny, belkę poprzeczną, oblicza się maksymalne naprężenie. Nośność nominalna wynosi 1,5 t, a belka poprzeczna jest wykonana z profilu ze stopu aluminium 6063-T6 o właściwościach mechanicznych przedstawionych w tabeli 5. Belkę uproszczono do postaci konstrukcji wspornikowej w celu obliczenia sił, jak pokazano na rysunku 4.
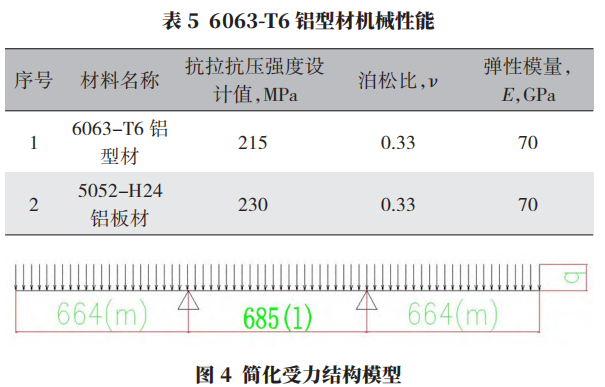
Biorąc pod uwagę belkę o rozpiętości 344 mm, obciążenie ściskające belkę oblicza się jako F=3757 N na podstawie 4,5 t, co stanowi trzykrotność standardowego obciążenia statycznego. q=F/L
gdzie q to naprężenie wewnętrzne belki pod obciążeniem, N/mm; F to obciążenie przenoszone przez belkę, obliczone na podstawie trzykrotności standardowego obciążenia statycznego, które wynosi 4,5 t; L to długość belki, mm.
Zatem naprężenie wewnętrzne q wynosi:

Wzór na obliczenie naprężeń jest następujący:

Maksymalny moment wynosi:

Przyjmując wartość bezwzględną momentu M=274283 N·mm, maksymalne naprężenie σ=M/(1,05×w)=18,78 MPa i maksymalną wartość naprężenia σ<215 MPa, co spełnia wymagania.
3.3 Charakterystyka połączeń różnych komponentów
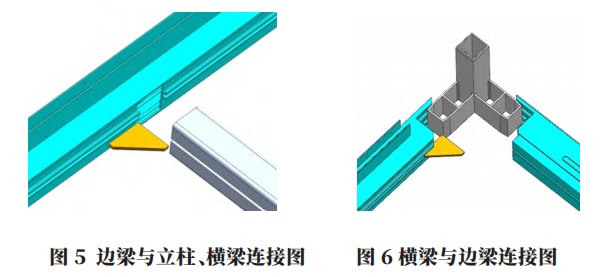
Stop aluminium ma słabe właściwości spawalnicze, a jego wytrzymałość w punkcie spawania wynosi zaledwie 60% wytrzymałości materiału bazowego. Ze względu na pokrycie powierzchni stopu warstwą Al₂O₆, temperatura topnienia Al₂O₆ jest wysoka, podczas gdy temperatura topnienia aluminium jest niska. Podczas spawania stopu aluminium, Al₂O₆ na powierzchni musi zostać szybko rozbity, aby umożliwić spawanie. Jednocześnie resztki Al₂O₆ pozostają w roztworze stopu aluminium, wpływając na strukturę stopu aluminium i zmniejszając wytrzymałość w punkcie spawania stopu aluminium. Dlatego przy projektowaniu pojemnika całkowicie aluminiowego, cechy te są w pełni uwzględniane. Spawanie jest główną metodą pozycjonowania, a główne elementy nośne są łączone za pomocą śrub. Połączenia, takie jak nitowanie i konstrukcja na jaskółczy ogon, pokazano na rysunkach 5 i 6.
Główna konstrukcja całkowicie aluminiowego korpusu skrzynkowego składa się z belek poziomych, słupów pionowych, belek bocznych i belek krawędziowych, zazębiających się ze sobą. Pomiędzy każdą belką poziomą a słupem pionowym znajdują się cztery punkty połączeń. Punkty połączeń są wyposażone w ząbkowane uszczelki, które zazębiają się z ząbkowaną krawędzią belki poziomej, skutecznie zapobiegając przesuwaniu. Osiem punktów narożnych jest połączonych głównie za pomocą stalowych wkładek rdzeniowych, mocowanych śrubami i nitami samozaciskowymi, a także wzmocnionych 5-milimetrowymi trójkątnymi płytkami aluminiowymi, przyspawanymi wewnątrz korpusu, w celu wzmocnienia narożników. Zewnętrzny wygląd korpusu nie zawiera spawów ani odsłoniętych punktów połączeń, co zapewnia jego ogólny wygląd.
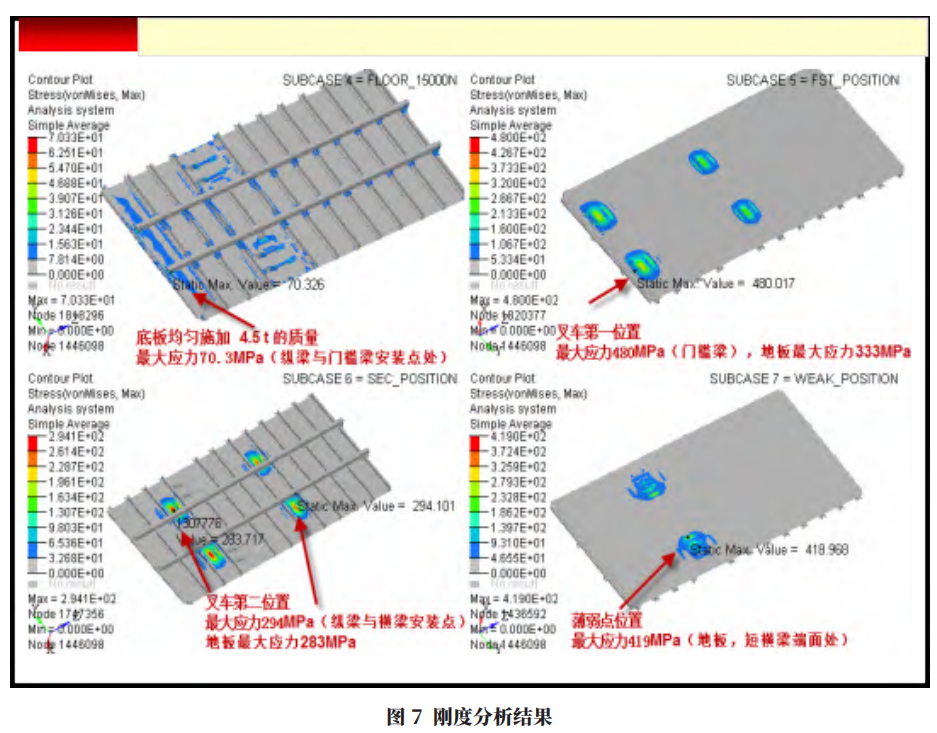
3.4 Technologia inżynierii synchronicznej SE
Technologia inżynierii synchronicznej SE jest wykorzystywana do rozwiązywania problemów spowodowanych dużymi skumulowanymi odchyleniami wymiarów w dopasowaniu elementów w nadwoziu skrzyniowym oraz trudnościami w znalezieniu przyczyn szczelin i wad płaskości. Poprzez analizę CAE (patrz rysunek 7-8) przeprowadzana jest analiza porównawcza z żeliwnymi nadwoziami skrzyniowymi w celu sprawdzenia ogólnej wytrzymałości i sztywności nadwozia, znalezienia słabych punktów oraz podjęcia działań w celu optymalizacji i udoskonalenia projektu.
4. Efekt lekkiej zabudowy skrzyniowej ze stopu aluminium
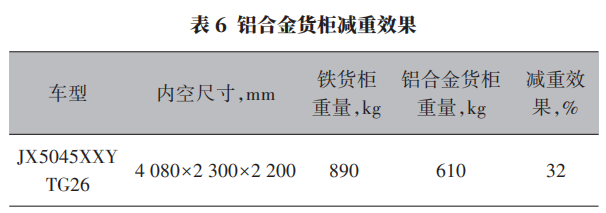
Oprócz nadwozi skrzyniowych, stopy aluminium mogą zastąpić stal w różnych elementach kontenerów skrzyniowych, takich jak błotniki, osłony tylne, osłony boczne, zatrzaski drzwi, zawiasy drzwi i tylne krawędzie fartucha, co pozwala na redukcję masy przedziału ładunkowego od 30% do 40%. Efekt redukcji masy pustego kontenera o wymiarach 4080 mm × 2300 mm × 2200 mm przedstawiono w tabeli 6. To fundamentalnie rozwiązuje problemy związane z nadmierną masą, niezgodnością z przepisami i ryzykiem regulacyjnym, jakie wiążą się z tradycyjnymi, żeliwnymi przedziałami ładunkowymi.
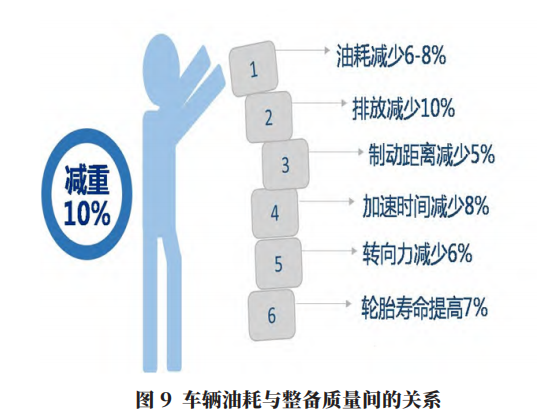
Zastąpienie tradycyjnej stali stopami aluminium w komponentach samochodowych pozwala nie tylko uzyskać doskonałe efekty w zakresie redukcji masy, ale także przyczynić się do oszczędności paliwa, redukcji emisji spalin i poprawy osiągów pojazdu. Obecnie istnieją różne opinie na temat wpływu redukcji masy na oszczędność paliwa. Wyniki badań Międzynarodowego Instytutu Aluminium przedstawiono na rysunku 9. Każde 10% zmniejszenie masy pojazdu może zmniejszyć zużycie paliwa o 6% do 8%. Według krajowych statystyk, zmniejszenie masy każdego samochodu osobowego o 100 kg może zmniejszyć zużycie paliwa o 0,4 l/100 km. Wpływ redukcji masy na oszczędność paliwa opiera się na wynikach uzyskanych różnymi metodami badawczymi, dlatego występują pewne rozbieżności. Niemniej jednak, redukcja masy w motoryzacji ma znaczący wpływ na zmniejszenie zużycia paliwa.
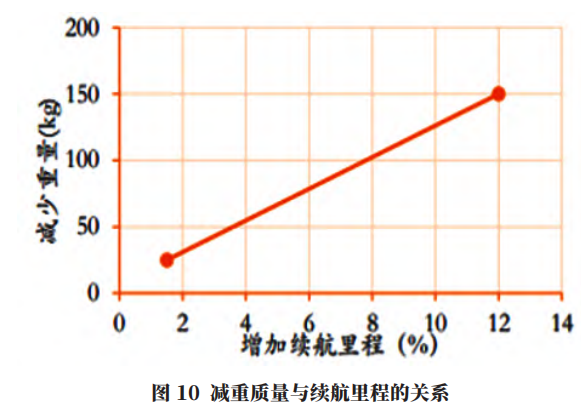
W przypadku pojazdów elektrycznych efekt redukcji masy jest jeszcze bardziej widoczny. Obecnie gęstość energii jednostkowej akumulatorów pojazdów elektrycznych znacznie różni się od gęstości energii tradycyjnych pojazdów napędzanych paliwem płynnym. Masa układu napędowego (w tym akumulatora) pojazdów elektrycznych często stanowi od 20% do 30% całkowitej masy pojazdu. Jednocześnie przełamanie wąskiego gardła wydajności akumulatorów stanowi globalne wyzwanie. Zanim nastąpi znaczący przełom w technologii akumulatorów o wysokiej wydajności, redukcja masy jest skutecznym sposobem na poprawę zasięgu pojazdów elektrycznych. Każde 100 kg redukcji masy pozwala zwiększyć zasięg pojazdów elektrycznych o 6% do 11% (zależność między redukcją masy a zasięgiem przedstawiono na rysunku 10). Obecnie zasięg pojazdów wyłącznie elektrycznych nie jest w stanie zaspokoić potrzeb większości użytkowników, ale zmniejszenie masy o określoną wartość może znacząco poprawić zasięg, łagodząc obawy związane z zasięgiem i poprawiając komfort użytkowania.
5.Wnioski
Oprócz całkowicie aluminiowej konstrukcji skrzyni ładunkowej ze stopu aluminium, przedstawionej w tym artykule, dostępne są różne rodzaje skrzyń ładunkowych, takie jak aluminiowe panele o strukturze plastra miodu, aluminiowe płyty klamrowe, aluminiowe ramy i aluminiowe poszycia oraz hybrydowe kontenery transportowe żelazo-aluminiowe. Charakteryzują się one niską wagą, wysoką wytrzymałością i dobrą odpornością na korozję, a także nie wymagają stosowania farby elektroforetycznej do ochrony antykorozyjnej, co zmniejsza wpływ tej farby na środowisko. Skrzynia ładunkowa ze stopu aluminium zasadniczo rozwiązuje problemy związane z nadmierną wagą, niezgodnością z przepisami i ryzykiem regulacyjnym, jakie niesie ze sobą tradycyjna konstrukcja skrzyń ładunkowych wykonanych z żelaza.
Ekstruzja jest podstawową metodą przetwarzania stopów aluminium, a profile aluminiowe charakteryzują się doskonałymi właściwościami mechanicznymi, dzięki czemu sztywność przekroju elementów jest stosunkowo wysoka. Ze względu na zmienny przekrój poprzeczny, stopy aluminium mogą łączyć w sobie wiele funkcji, co czyni je dobrym materiałem do lekkiej konstrukcji samochodów. Jednak powszechne stosowanie stopów aluminium wiąże się z wyzwaniami, takimi jak niewystarczające możliwości projektowania przedziałów ładunkowych ze stopów aluminium, problemy z formowaniem i spawaniem oraz wysokie koszty rozwoju i promocji nowych produktów. Głównym powodem jest nadal fakt, że stop aluminium jest droższy niż stal, zanim ekologia recyklingu stopów aluminium stanie się dojrzała.
Podsumowując, zakres zastosowań stopów aluminium w motoryzacji będzie się poszerzał, a ich wykorzystanie będzie nadal rosło. W obliczu obecnych trendów w zakresie oszczędzania energii, redukcji emisji i rozwoju branży pojazdów napędzanych nowymi źródłami energii, wraz z pogłębiającą się wiedzą na temat właściwości stopów aluminium i skutecznymi rozwiązaniami problemów związanych z ich zastosowaniem, materiały wytłaczane z aluminium będą coraz szerzej wykorzystywane w produkcji lekkich pojazdów.
Edytowane przez May Jiang z MAT Aluminum
Czas publikacji: 12 stycznia 2024 r.



