

1. Charakterystyka materiałów do precyzyjnego wytłaczania z aluminium i stopów aluminium
Ten rodzaj produktu charakteryzuje się specjalnym kształtem, cienką grubością ścianek, niską wagą jednostkową i bardzo rygorystycznymi wymaganiami dotyczącymi tolerancji. Takie produkty są zazwyczaj nazywane precyzyjnymi (lub ultraprecyzyjnymi) profilami (rurami) ze stopów aluminium, a technologia ich wytwarzania nazywana jest wytłaczaniem precyzyjnym (lub ultraprecyzyjnym).
Główne cechy specjalnych, precyzyjnych (lub ultraprecyzyjnych) wytłaczanych elementów ze stopów aluminium to:
(1) Istnieje wiele odmian, małe partie, a większość z nich to materiały wytłaczane specjalnego przeznaczenia, które są wykorzystywane w niemal wszystkich dziedzinach życia i we wszystkich aspektach życia ludzi, w tym we wszystkich produktach wytłaczanych, takich jak rury, pręty, profile i druty, z różnych stopów i o różnym stanie. Ze względu na mały przekrój poprzeczny, cienką grubość ścianek, niewielką wagę i małe partie, organizacja produkcji jest zazwyczaj trudna.
(2) Skomplikowane kształty i specjalne kontury, głównie kształtowe, płaskie, szerokie, skrzydełkowe, ząbkowane, porowate profile lub rury. Powierzchnia na jednostkę objętości jest duża, a technologia produkcji trudna.
(3) Szerokie zastosowanie, specjalne wymagania wydajnościowe i funkcjonalne. Aby spełnić wymagania użytkowe produktu, wybiera się wiele stanów stopowych, obejmujących niemal wszystkie stopy z serii 1××× do 8××× oraz dziesiątki stanów obróbki, o wysokiej zawartości technicznej.
(4) Wyjątkowy wygląd i cienka grubość ścianki, na ogół mniejsza niż 0,5 mm, niektóre nawet osiągające około 0,1 mm, waga na metr wynosi zaledwie kilka gramów do kilkudziesięciu gramów, ale długość może sięgać kilku metrów, a nawet setek metrów.
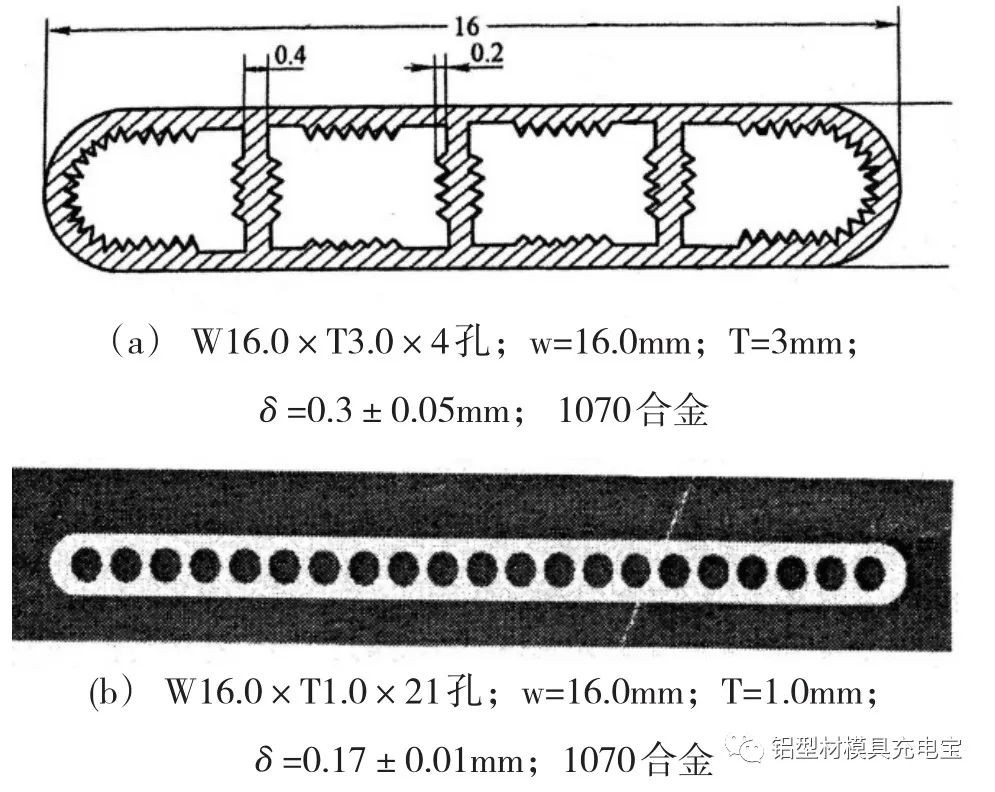
5) Wymagania dotyczące dokładności wymiarowej i tolerancji geometrycznej profilu są bardzo rygorystyczne. Ogólnie rzecz biorąc, tolerancje małych, precyzyjnych profili ze stopów aluminium są ponad dwukrotnie bardziej rygorystyczne niż tolerancje dla gatunków specjalnych określone w normach JIS, GB i ASTM. Tolerancja grubości ścianek ogólnych, precyzyjnych profili ze stopów aluminium musi mieścić się w przedziale od ±0,04 mm do 0,07 mm, podczas gdy tolerancja wymiarów przekroju ultraprecyzyjnych profili ze stopów aluminium może sięgać nawet ±0,01 mm. Na przykład, waga precyzyjnego profilu aluminiowego użytego do wykonania potencjometru wynosi 30 g/m, a zakres tolerancji wymiarów przekroju wynosi ±0,07 mm. Tolerancja wymiarów przekroju poprzecznego precyzyjnych profili aluminiowych do krosien wynosi ±0,04 mm, odchylenie kątowe jest mniejsze niż 0,5°, a kąt gięcia wynosi 0,83×L. Innym przykładem jest bardzo precyzyjna, ultracienka płaska rura do samochodów o szerokości 20 mm, wysokości 1,7 mm, grubości ścianki 0,17 ± 0,01 mm i 24 otworach, co jest typowym profilem ze stopu aluminium o dużej precyzji.
(6) Charakteryzuje się wysoką zawartością techniczną i jest bardzo trudny w produkcji, a także wymaga specjalnych wymagań dotyczących sprzętu do wytłaczania, narzędzi, półfabrykatów i procesów produkcyjnych. Rysunek 1 przedstawia przykład przekroju kilku małych, precyzyjnych profili ze stopu aluminium.
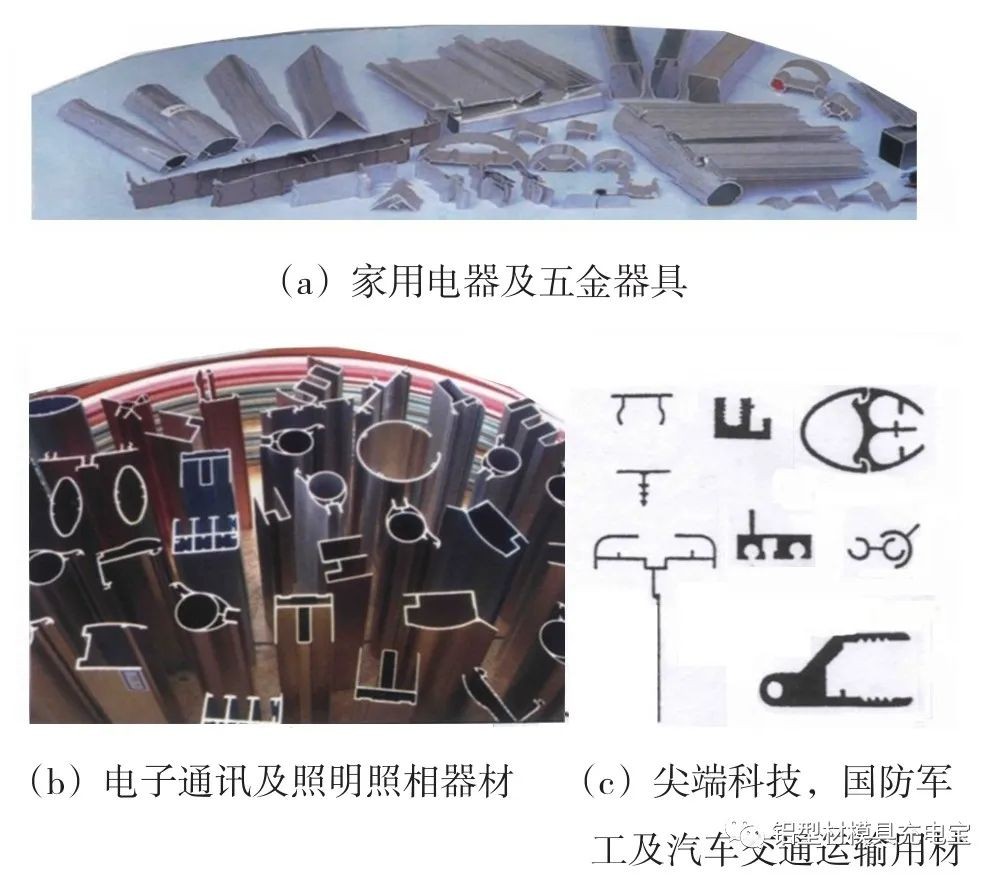
2. Klasyfikacja specjalnych materiałów do precyzyjnego wytłaczania ze stopów aluminium
Precyzyjne lub ultraprecyzyjne wytłaczanie stopów aluminium jest szeroko stosowane w instrumentach elektronicznych, sprzęcie komunikacyjnym i najnowocześniejszych technologiach, przemyśle obronnym i wojskowym, precyzyjnych instrumentach mechanicznych, sprzęcie o niskim napięciu, przemyśle lotniczym i jądrowym, energetyce, okrętach podwodnych i statkach, samochodach i narzędziach transportowych, sprzęcie medycznym, narzędziach metalowych, oświetleniu, fotografii i urządzeniach elektronicznych. Ogólnie rzecz biorąc, precyzyjne lub ultraprecyzyjne wytłaczanie stopów aluminium można podzielić na dwie kategorie ze względu na ich wygląd: pierwszą kategorię stanowią profile o małych wymiarach. Ten typ profilu nazywany jest również profilem ultramałym lub minikształtem. Jego całkowity rozmiar wynosi zazwyczaj zaledwie kilka milimetrów, minimalna grubość ścianki jest mniejsza niż 0,5 mm, a masa jednostkowa wynosi od kilku do kilkudziesięciu gramów na metr. Ze względu na ich niewielkie rozmiary, zazwyczaj wymagane są dla nich ścisłe tolerancje wymiarowe. Na przykład tolerancja wymiarów przekroju poprzecznego wynosi mniej niż ±0,05 mm. Ponadto wymagania dotyczące prostoliniowości i skręcania wytłaczanych produktów są również bardzo rygorystyczne.
Drugim typem są profile o niewielkim przekroju poprzecznym, wymagające jednak bardzo ścisłych tolerancji wymiarowych, lub profile o złożonym kształcie przekroju poprzecznego i cienkiej grubości ścianki, mimo że ich przekrój poprzeczny jest duży. Rysunek 2 przedstawia specjalnie ukształtowaną rurę (z czystego aluminium przemysłowego) wytłaczaną przez japońską firmę na poziomej prasie hydraulicznej o nacisku 16,3 MN ze specjalną matrycą dzieloną do skraplacza klimatyzacji samochodowej. Trudność formowania ekstruzyjnego tego typu profilu nie jest mniejsza niż w przypadku poprzedniego typu ultra-małych profili. Profile wytłaczane o dużym przekroju i bardzo ścisłych wymaganiach dotyczących tolerancji wymagają nie tylko zaawansowanej technologii projektowania form, ale także ścisłej technologii zarządzania całym procesem produkcyjnym, od wykroju do gotowego produktu.
Od początku lat 80. XX wieku, dzięki praktycznemu zastosowaniu technologii ciągłego wytłaczania Conform oraz rozwojowi technologii przemysłowej, wytłaczanie małych i ultramałych profili rozwija się dynamicznie. Jednak z różnych powodów, takich jak ograniczenia sprzętowe, wymagania jakościowe produktu i postęp w technologii wytłaczania, produkcja małych profili na konwencjonalnych urządzeniach do wytłaczania nadal stanowi znaczną część produkcji. Rysunek 2 przedstawia precyzyjne profile wytłaczania konwencjonalnych matryc dzielonych. Żywotność formy (zwłaszcza wytrzymałość i odporność na zużycie mostka bocznikowego i rdzenia formy) oraz przepływ materiału podczas wytłaczania stają się głównymi czynnikami wpływającymi na jej produkcję. Dzieje się tak, ponieważ podczas wytłaczania profilu rozmiar rdzenia formy jest niewielki, a kształt złożony, a wytrzymałość i odporność na zużycie są ważnymi czynnikami wpływającymi na żywotność formy, która bezpośrednio wpływa na koszty produkcji. Z drugiej strony, wiele precyzyjnych profili ma cienkie ścianki i złożone kształty, a przepływ materiału podczas procesu wytłaczania bezpośrednio wpływa na kształt i dokładność wymiarową profili.
Aby zapobiec przedostawaniu się warstwy tlenku i oleju z powierzchni wlewka do produktu oraz zapewnić jednolitą i niezawodną jakość produktu, wlewek podgrzany do zadanej temperatury można odkleić przed wytłaczaniem (tzw. odklejanie na gorąco), a następnie szybko umieścić w bębnie wytłaczarki. Jednocześnie, wytłaczana uszczelka powinna być utrzymywana w czystości, aby zapobiec przywieraniu oleju i brudu do uszczelki podczas procesu usuwania nadmiaru ciśnienia po jednym wytłaczaniu i montażu uszczelki w kolejnym wytłaczaniu.
Ze względu na dokładność wymiarową przekroju oraz tolerancję kształtu i położenia, wytłaczane profile ze stopów aluminium o wysokiej precyzji można podzielić na profile ze stopów aluminium o wysokiej precyzji oraz małe (miniaturowe) profile ze stopów aluminium o wysokiej precyzji. Zazwyczaj ich dokładność przekracza normy krajowe (takie jak GB, JIS, ASTM itp.). Profile o wysokiej precyzji nazywane są profilami ze stopów aluminium o wysokiej precyzji, na przykład, gdy tolerancja wymiarowa przekracza ±0,1 mm, a tolerancja grubości ścianki powierzchni pękniętej mieści się w zakresie ±0,05 mm – ±0,03 mm (profile i rury).
Jeżeli dokładność profilu jest dwukrotnie większa od krajowego standardu ultrawysokiej precyzji, nazywa się go małym (miniaturowym) profilem ze stopu aluminium o ultrawysokiej precyzji, na przykład o tolerancji kształtu wynoszącej ±0,09 mm, tolerancji grubości ścianki wynoszącej ±0,03 mm ~ ±0,01 mm w przypadku małego (miniaturowego) profilu lub rury.
3. Perspektywy rozwoju specjalistycznych materiałów do precyzyjnego wytłaczania z aluminium i stopów aluminium
W 2017 roku produkcja i sprzedaż materiałów do przetwarzania aluminium na świecie przekroczyła 6000kt/rok, z czego produkcja i sprzedaż materiałów do wytłaczania aluminium i stopów aluminium przekroczyła 25000kt/rok, co stanowiło ponad 40% całkowitej produkcji i sprzedaży aluminium. Średnie pręty wytłaczane z aluminium stanowiły 90%, z czego profile ogólne i pręty oraz małe i średnie profile budowlane stanowiły ponad 80% prętów, profile duże i średnie oraz specjalne profile i pręty stanowiły tylko około 15%. Rury stanowią około 8% materiału wytłaczanego ze stopu aluminium, podczas gdy rury kształtowe i specjalne rury specjalne stanowią tylko około 20% rur. Z powyższego wynika, że największą produkcją i sprzedażą materiałów do wytłaczania aluminium i stopów aluminium oraz najszerzej stosowanymi są małe i średnie profile budowlane, profile ogólne oraz pręty i rury. Profile specjalne, pręty i rury stanowią zaledwie około 15% całości. Główne cechy takich produktów to: specjalne funkcje lub parametry; dedykowane konkretnemu celowi; duże lub małe wymiary; wyjątkowo wysoka dokładność wymiarowa lub wymagania dotyczące powierzchni. W związku z tym różnorodność jest większa, a partia mniejsza, co wiąże się z koniecznością stosowania specjalistycznych procesów lub dodawania specjalistycznego sprzętu i narzędzi; produkcja jest trudna, a wymagania techniczne wysokie, co przekłada się na wzrost kosztów produkcji i wartości dodanej.
Postęp nauki i techniki oraz ciągła poprawa warunków życia ludzi spowodowały wzrost wymagań dotyczących wydajności, jakości i różnorodności produktów wytłaczanych z aluminium i stopów aluminium. W ostatnich latach, zwłaszcza w związku z pojawieniem się idei personalizacji produktów, nastąpił rozwój specjalnych profili i rur o spersonalizowanych właściwościach i specyficznych zastosowaniach.
Profile ultraprecyzyjne są szeroko stosowane w urządzeniach elektronicznych, urządzeniach komunikacyjnych, pocztowych i telekomunikacyjnych, maszynach precyzyjnych, urządzeniach o niskim natężeniu prądu, przemyśle lotniczym, okrętach podwodnych i statkach o napędzie atomowym, przemyśle motoryzacyjnym oraz w innych dziedzinach wymagających małych, cienkościennych i precyzyjnych części. Zazwyczaj wymagania dotyczące tolerancji są bardzo rygorystyczne, na przykład tolerancja wymiarów obrysu przekroju wynosi mniej niż ±0,10 mm, a tolerancja grubości ścianki mniej niż ±0,05 mm. Ponadto, płaskość, skręcanie i inne tolerancje kształtu i położenia produktów wytłaczanych są również bardzo rygorystyczne. Ponadto, w procesie wytłaczania specjalnych, małych, ultraprecyzyjnych profili ze stopów aluminium, urządzenia, formy i sam proces spełniają bardzo rygorystyczne wymagania. Ze względu na szybki rozwój nowoczesnego przemysłu, najnowocześniejszej obrony narodowej i badań naukowych oraz innych przedsięwzięć i poprawy stopnia personalizacji, liczba, różnorodność i jakość małych, ultraprecyzyjnych profili są coraz wyższe, chociaż w ostatnich latach opracowano i wyprodukowano wiele wysokiej jakości małych, ultraprecyzyjnych profili ze stopów aluminium, ale nadal nie mogą one sprostać potrzebom rynku. W szczególności nadal istnieje duża luka między krajową technologią i sprzętem do produkcji małych, ultraprecyzyjnych profili ze stopów aluminium a międzynarodowym poziomem zaawansowanym, który nie jest w stanie sprostać popytowi na rynku krajowym i zagranicznym i musi zostać nadrobiony.
4. Wnioski
Wytłaczanie precyzyjne aluminium i stopów aluminium (profile i rury) to proces o złożonym kształcie, cienkiej grubości ścianek, wysokich wymaganiach dotyczących tolerancji wymiarowych oraz dokładności kształtu i położenia. Wysoki poziom zaawansowania technicznego, trudna produkcja wysokiej jakości materiałów, stanowią kluczowe materiały dla gospodarki narodowej i obrony narodowej. Szeroki zakres zastosowań i obiecujące perspektywy rozwoju tego materiału. Produkcja tego produktu wiąże się ze szczególnymi wymaganiami dotyczącymi półfabrykatów, oprzyrządowania, sprzętu do wytłaczania oraz procesu wytłaczania. Aby uzyskać wysokiej jakości produkty w partiach, konieczne jest rozwiązanie szeregu kluczowych problemów technicznych.
Edytowane przez May Jiang z MAT Aluminum
Czas publikacji: 07-04-2024



